Mechanický podavač tyčí, uchopovač pro použití na soustruzích s číslicovým řízením (CNC). Byl vyvinut na základě vlastních zkušeností a vyroben výhradně v naší společnosti z polských materiálů, což zaručuje bezproblémový provoz po mnoho let. Původně byl navržen a vyroben pro vlastní potřebu s cílem automatizovat operace a zkrátit dobu výroby dílů, dnes naše řešení využívá mnoho spřátelených firem.
Výhody tyčového chapadla GC-50-5/42
- Všechny komponenty jsou vyráběny v naší společnosti na moderních strojích a technologiích, zaměstnanci společnosti POLISH za přísné kontroly kvality,
- uchopovací packy jsou podrobeny profesionální tepelné úpravě, díky níž se prodlužuje jejich životnost !
- chapadla zvyšují účinnost soustruhu a výrazně zkracují dobu potřebnou k vysunutí a vyrovnání materiálu do správné polohy!
- je plně autonomní, nevyžaduje žádné další příslušenství, jako je voda, chladicí kapalina, vzduch atd.
- Nastavovací šroub umožňuje okamžité nastavení pod požadovaný průměr během několika sekund.
Náš chapadlo je ideálním řešením pro všechny továrny pracující na CNC soustruzích, které nejsou vybaveny automatickým podavačem tyčí, např. z důvodu vysokých pořizovacích nákladů nebo velkých rozměrů.
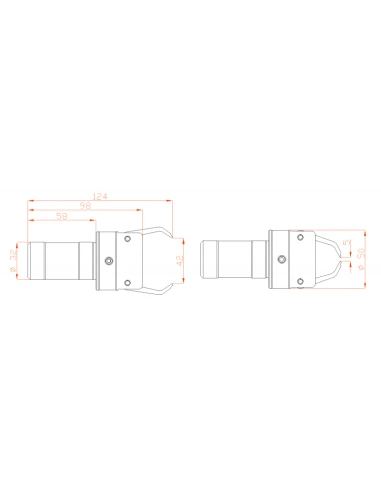
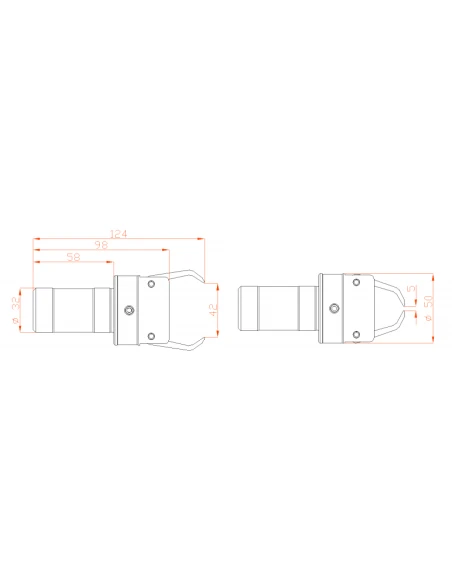
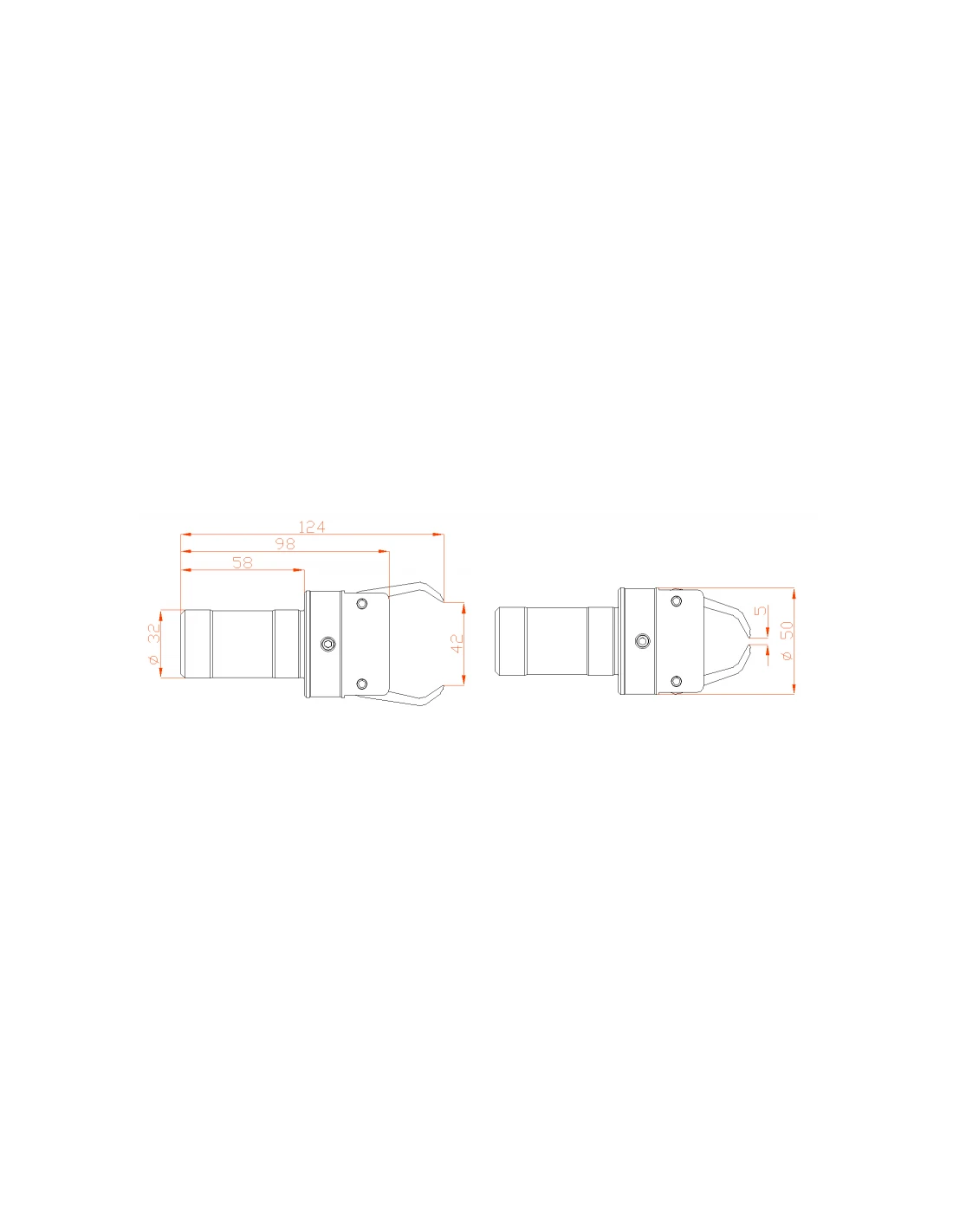
Rozsah výsuvných tyčí: 5-42 mm.

Životnost drapáků GC-50-5/42
Od 50 000 do 500 000 kusů v závislosti na třídě zpracovávaného materiálu a povrchu tyče (válcovaná, tažená). V případě opotřebení nebo kolize je možné kdykoli dokoupit další úchyty.
Jaká je opakovatelnost prodloužení tyčí pomocí uchopovače?
Méně než 0,1 mm.
Jak správně naprogramovat soustruh pro provoz s uchopovačem?
1. Vyvolání revolveru, na kterém je uchopovač namontován.
2. Polohování v ose Z ..........
3. Najetí v ose X na materiál pro uchopení tyče.
4. Uvolnění čelistí soustružnického sklíčidla.
5. Časový interval pro otevření čelistí (0,1 s až 1 s).
6. Vytažení tyče v ose Z podle pokynů programu.
7. Upnutí čelistí v soustružnickém sklíčidle.
8. Časový interval pro zavření čelistí (0,1 s až 1 s).
9. Odchod materiálu v ose X.
10. Nastavení rychlosti otáčení v ose X.
10. Návrat na nulu a pokračování ve výrobě.
Příkladový program
N01 T0404 M5 (FEEDER)
N02 G0 X80 Z-25
N03 G0 X0
N04 M84 (otevírání čelistí)
N05 G04 F0,5 (časový interval otevření čelistí)
N06 G0 Z0
N07 M83 (zavření čelistí)
N08 G04 F0,5 (časový interval pro zavření čelistí)
N09 G0 X80
N10 G0 X450 Z10
N11 M02
Jak správně nastavit rozteč patek chapadla
Rozteč se nastavuje pomocí imbusového klíče otáčením šroubu doleva nebo doprava po předchozím odblokování zajišťovacího šroubu. Rozteč by měla být o 0,5-1 mm menší než průměr tyče (v závislosti na třídě a hmotnosti materiálu). Použití pružného materiálu pro tlapky umožňuje pevné stlačení materiálu.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}